冰箱蒸发器用热熔胶膜 导热胶膜、导热粘结膜
- 该胶膜由多种共聚型高分子材料复合加工而成,专用于电冰箱蒸发器铝管、铜管、镀锌钢管与铝板的热熔粘接。生产冰箱冷冻用铝蒸发器和冷藏用R(辅)蒸发器。...
- 咨询热线:15312158333
-
产品详情
产品描述:
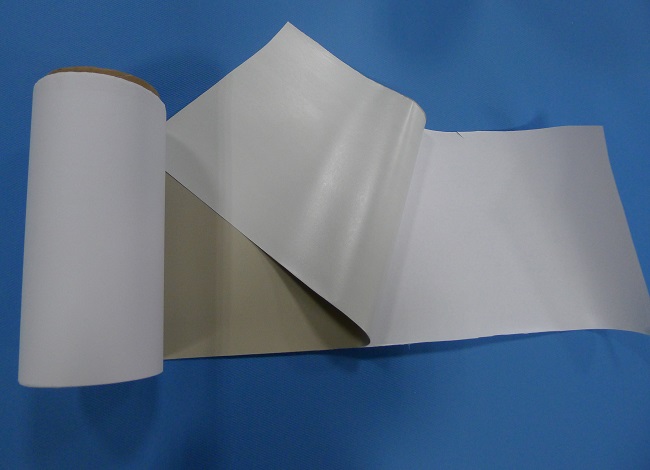
K24 冰箱蒸发器用热熔胶膜(导热胶膜、导热粘结膜)
该胶膜由多种共聚型高分子材料复合加工而成,专用于电冰箱蒸发器铝管、铜管、镀锌钢管与铝板的热熔粘接。生产冰箱冷冻用铝蒸发器和冷藏用R(辅)蒸发器。
技术指标:
项目 测试标准 单位 指标
外观 目测 无色透明薄膜
厚度 GB/T6672-1986 mm 0.10~0.12
宽度 GB/T6673-1986 m 0.1~0.7
长度 GB/T4456-1996 m 200~500
密度 GB/T1033-1986 g/cm3 0.938~0.940
硬度 GB/T2411-1989 D-scale 45
软化点 GB/T1633-2000 ℃ 70
熔点 DSC ℃ 99
低温冲击脆性 HG2-162 -40℃ 不破坏
耐发泡剂性(F11、Cp、HFC-141b) 不溶解
粘接力 扁铜、铝、镀锌管/铝板 kg ≥5.0
客户在使用本厂产品过程中,发现问题和疑问请及时与本厂技术人员联系.以避免产生大的质量纠纷,减少各方损失。上述技术指标为实验室测得的数据,用户实际生产所得产品由于涉及多个环节可能会有差异,所以本技术指标不能作为产品验收的依据。同时本厂保留该高分子热熔胶膜未经预先通知改进与提高的权力,客户如有要求可协商解决,欢迎度身订制。
使用方法及工艺参数:
1、胶膜覆铝板
a、接通覆膜机电源,检查覆膜机各部位运转正常,调整上胶辊与钢辊间隙约2~5mm,启动马达,使钢辊与胶辊慢速转动;
b、开启上下辊加热电源开关,设定下钢辊加热温度参数为180~190℃、上胶辊参数50~60℃,待其温度恒定;用测温仪测量辊表面温度是否均匀、并比设定值偏高,钢辊表面实际温度不超过210℃、胶辊不超过80℃为宜。若偏差太大则相应调整其设定参数。
c、调低胶辊高度使其与钢辊接触,适当加快转速,可试覆胶膜,若胶膜覆板平整,胶膜有一定的粘合牢度,视为合格可进行批量生产。否则需视出现的不良现象,区别加以解决。
2、管、板粘结
a、开启硫化机(热压机)电源,检查硫化机运转、温度、压力、时间控制正常,将模板放于硫化机内,闭合硫化机上下加热板(无需接触,以利快速升温);视环境温度设定上下加热板的温度参数范围在180~200℃,实际温度以接触铝板的板温比接触管的板温高10℃为宜。
b、打开加热板,用测温仪测量上下板不同点温度偏差大小,加热板或模板边缘各点与中心温度偏差不超过10℃为合适。譬如上板温在190~200℃范围,下板温在170~180℃范围为正常,一般实际温度比设定参数要低。
c、设定热压时间6~10秒、压力0.1MPa,进行试生产,热压产品经定型冷却,用拉力计测其板边缘管与板的拉离强度,以拉离力达5kg以上或管板变形为合格,方可批量生产;否则需重新审定各工艺参数。
3、返修处理方法:
a、直接热压再粘:对于全部或局部脱离的产品,脱离位有胶膜存在,可重上热压机热压粘结固定;无胶膜存在,重新覆胶膜或局部塞入一小条胶膜,再热压粘结固定。
b、码扣热压粘结 某些冰箱企业要求或允许蒸发器管板用码扣加强固定,对局部脱离的产品采用冲压铝码扣,用自制专用电烙铁可简单、快捷返修该类产品。
注意:以上操作指引仅供生产调试参考,不同企业因设备不同,环境气候条件差异,生产效率高低不一,工艺参数需相应调整,并非一成不变!若有问题请参看《蒸发器生产常见问题及处理方法》